DICA – Conserto de porta de forno elétrico Cuori

Figura 1 – Forno elétrico Cuori Amiata.
Um problema que estava incomodando em casa era a porta de um pequeno forno elétrico Cuori Amiata (figura 1), de 25 litros e 1600W, que não fechava totalmente. É uma solução simples, mas recheada de informação interessante, até saborosa…
Conheça também as buchas sinterizadas e como limpá-las
O defeito
Há alguns meses, a porta do forno elétrico começou a fazer um barulho de atrito metálico, ao abrir e fechar. Antes era silenciosa, mas o problema naquele momento era somente o ruído. A mola interna mantinha a porta bem fechada. Passaram poucas semanas e a porta não fechava direito, sempre ficava uma folga (figura 2), que era resolvida com leves batidas, junto da dobradiça. E há poucos dias, não teve jeito de fechar, nem com as batidas, parecia que a mola estava “cansada” ou que faltava lubrificação.

Figura 2 – Folga entre a porta do forno e o batente de borracha.
Abrindo o forno
Como o forno perde muito calor com a porta entreaberta, resolvi que iria lubrificar o mecanismo com grafite (para não dar cheiro) e talvez trocar a mola.
Ao abrir o aparelho, meio afobado, já comecei do jeito errado: pelo painel. Neste modelo, só precisa desmontar os pés e os parafusos da tampa, para ter acesso ao mecanismo de recolhimento da porta (figuras 3 e 4). Junto desse mecanismo havia resíduos que pareciam ser ferrugem, só que eram os restos de um espaçador, que havia rompido (figuras 5, 6 e 7). Este espaçador, em formato de H (quando visto perpendicularmente ao eixo), era o que suavizava o movimento de abertura da porta e impedia o atrito do metal com metal.
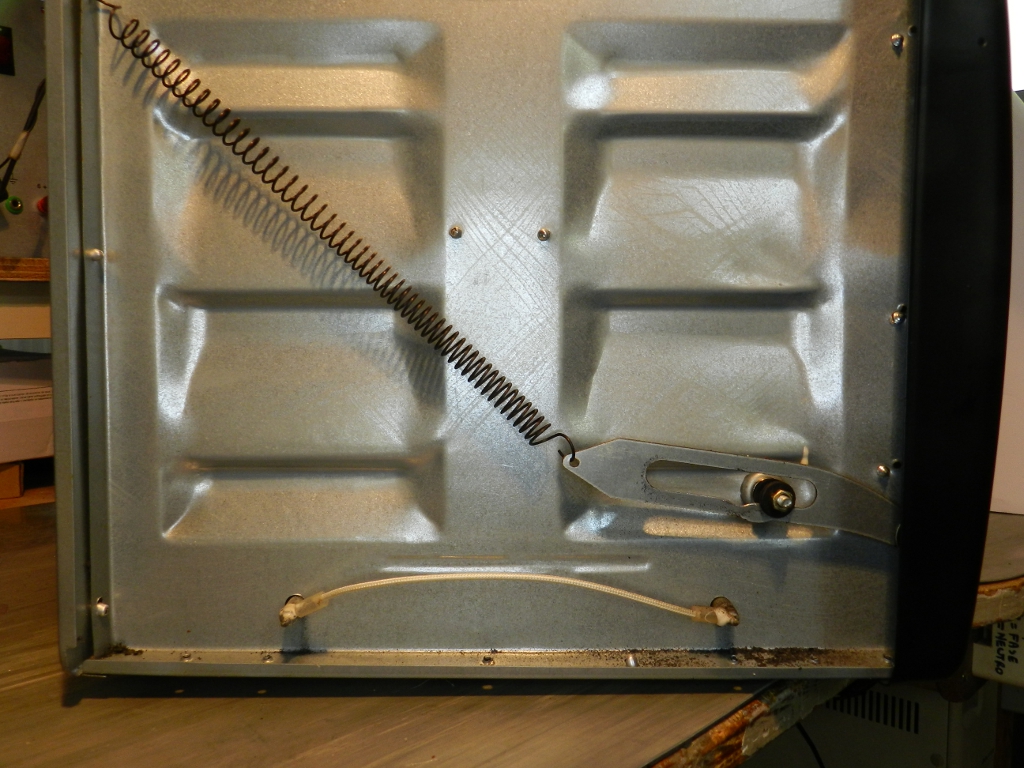
Figura 3 – Vista lateral do forno, após a remoção da tampa, com o mecanismo de recolhimento da porta.

Figura 4 – Porta aberta, observe a posição do mecanismo.

Figura 5 – Sujeira que parecia ferrugem, mas era do espaçador plástico.
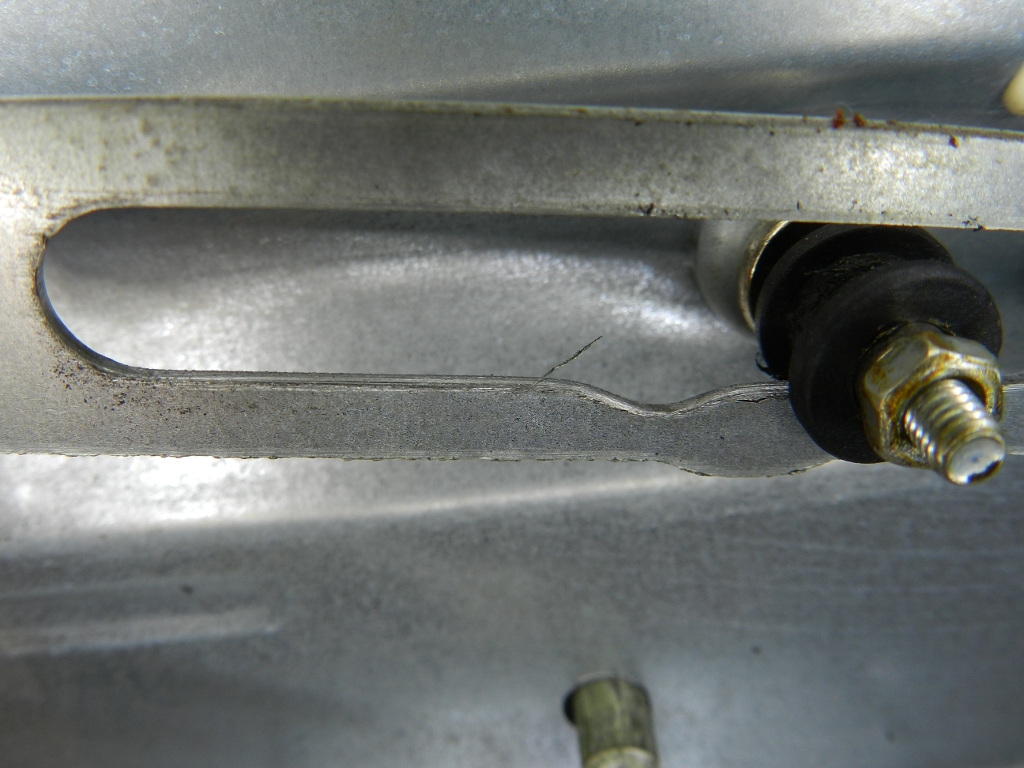
Figura 6 – Detalhe do mecanismo, onde é possível ver o espaçador (peça preta, à direita) e as marcas de atrito na haste metálica deslizante.

Figura 7 – Espaçador removido, partido em dois.

Figura 8 – Mancal do espaçador, com a marca do atrito da haste deslizante.
O espaçador é feito de um polímero plástico de alta temperatura e deve aguentar a temperatura interna máxima do forno (250°C), ou um pouco menos que isso. É macio, tem textura quase igual a de borracha, inclusive é parecido com os calços de nosso outro forno, a gás, que apoiam o deslizamento de uma grelha, dentro do forno. O uso constante, aliado à mola forte e à maciez excessiva do espaçador, resultaram no defeito. Com o rompimento, a haste metálica, conectada à porta, começou a raspar no mancal (figura 8).
Comprar outra peça estava fora de questão, pois o aparelho é importado do Uruguai e eu tinha que resolver o problema naquela tarde de sábado…
Costumo guardar muitos parafusos, porcas, arruelas, chavetas, espaçadores e fuçando no estoque, encontrei uma bucha sinterizada (já explico o que é), que tinha o tamanho exato para a função (figura 9). Como não era igual à peça original, precisei de mais algumas arruelas para conseguir a mesma funcionalidade. No final, o recolhimento da porta ficou mais silencioso e eficiente que quando era novo. E certamente, bem mais durável.
A bucha foi limada na parte externa, para encaixar na haste do forno (figura 10). O conjunto de arruelas manteve as peças livres, mas com folga insuficiente para a haste cair sobre o mancal.
A sequência original da montagem do parafuso do espaçador aparece na figura 11 e as peças da adaptação com a bucha, na figura 12. As figuras 13 até 21 mostram a montagem da bucha e a aparência final.

Figura 9 – Detalhe da bucha sinterizada (peça à direita), junto com uma arruela de latão. Observe que a bucha é toda pigmentada, são os poros do material.

Figura 10 – Bucha limada para encaixar na haste deslizante.

Figura 11 – Sequência original de montagem do parafuso de apoio da haste deslizante da porta.

Figura 12 – Nova sequência de montagem, com a bucha sinterizada substituta do espaçador. As arruelas adicionais servem para ajustar a folga da bucha. A arruela de latão mais à esquerda só passa no parafuso e serve para prender firmemente o mancal contra a porca.

Figura 13 – A seta indica o parafuso de apoio para a haste deslizante, visto por dentro do forno.
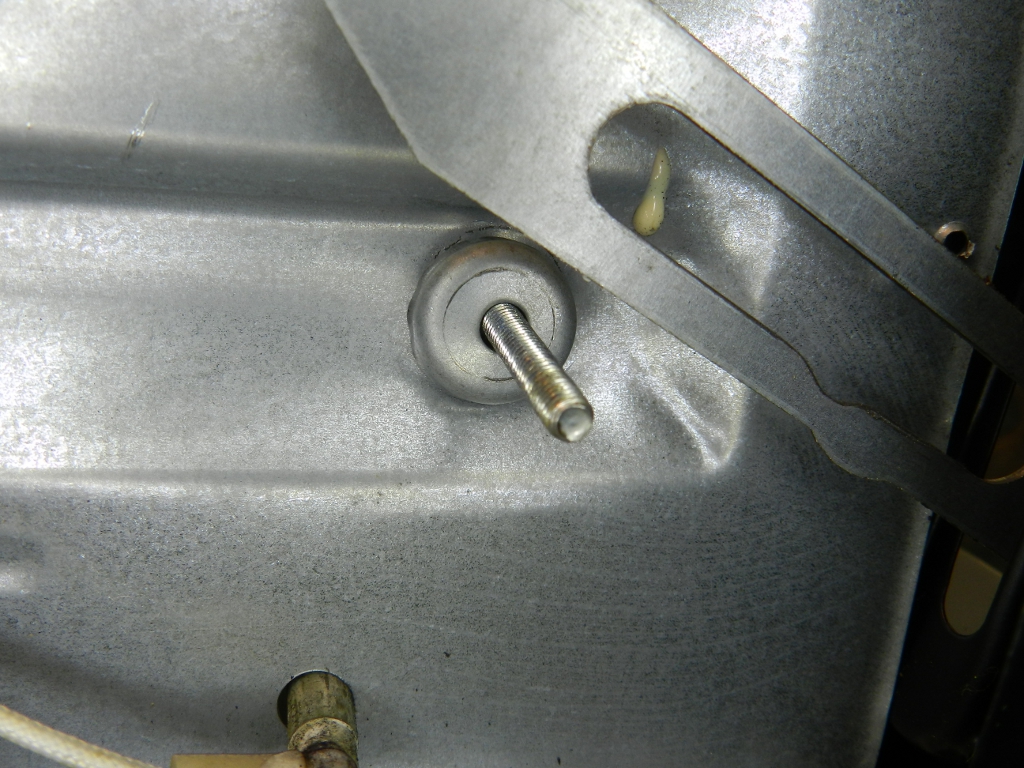
Figura 14 – Arruela-copo, que apoia o mancal.

Figura 15 – Mancal de apoio para a bucha.

Figura 16 – Arruela grossa de latão.
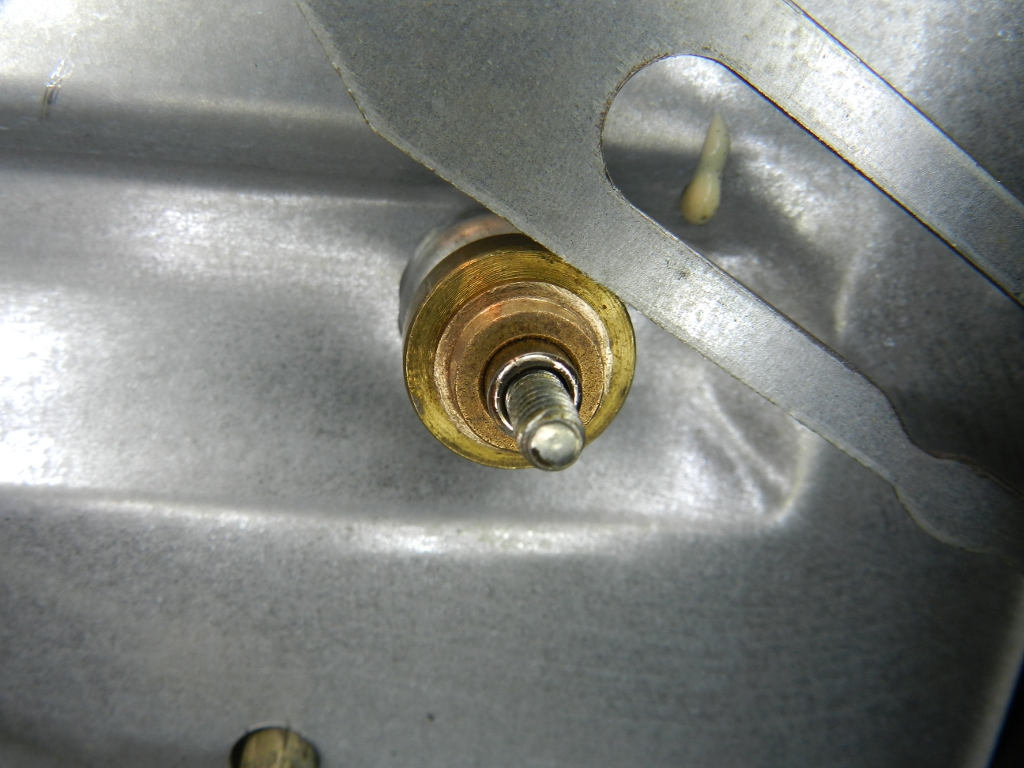
Figura 17 – Bucha sinterizada.

Figura 18 – Posicionamento da haste.

Figura 19 – Montagem completa, já com as outras arruelas.

Figura 20 – Detalhe da montagem do mecanismo.
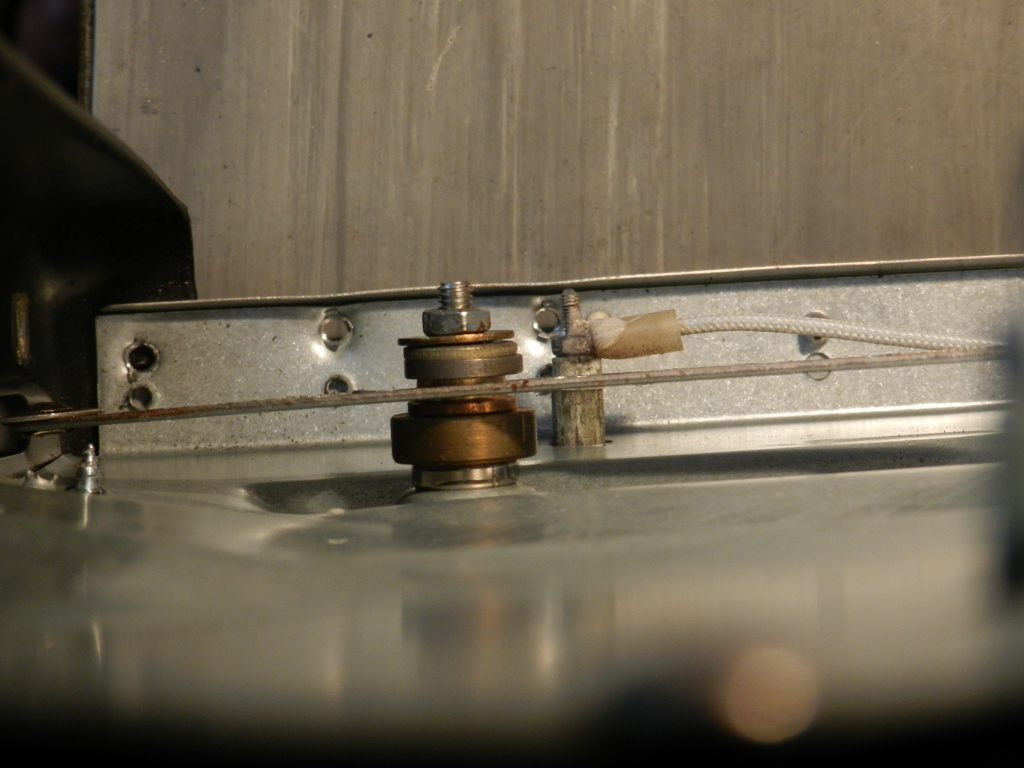
Figura 21 – Vista superior do conjunto.
O resultado ficou tão bom, que fiz um vídeo para mostrar o funcionamento…
Quem guarda o que não precisa, sempre tem o que precisa?
Este é um ditado de sucateiros… Ocorre que antes de colocar qualquer aparelho no lixo, dói ver que há diversos componentes que não se desgastam e poderiam ser utilizados em outros equipamentos. É o caso dos elementos de fixação e peças mecânicas e elétricas básicas: interruptores, chaves, botões, cabos, parafusos, arruelas, porcas, chavetas, espaçadores, bases rosqueáveis, molas, etc.. Obviamente, só mantenho no estoque itens em bom estado.
Além das desmontagens eventuais, também faço pequenas compras, que resultam num estoque razoável desses itens. Por isso, nunca me aperto. Periodicamente faço uma revisão, para segmentar mais o estoque ou para excluir alguns itens, que devido à evolução tecnológica, tornaram-se obsoletos, como foi o caso dos antigos parafusos autoatarrachantes cônicos para madeira. No caso dos elementos de fixação, reservo a parte de cima da bancada para guardá-los (figura 22):

Figura 22 – Estoque de elementos de fixação (parafusos, porcas, arruelas, espaçadores, chavetas).
O estoque é grande, mas tem servido há décadas para resolver rapidamente qualquer problema de fixação e apoio, como foi o caso do forno. Também facilitou, por exemplo, a montagem da fonte de bancada profissional, quando precisei aumentar a distância entre o dissipador e o gabinete (acesse o post AQUI e olhe as figuras 73 e 74 daquele artigo).
Para ajudar a escolher as peças com rapidez e sem bagunça, uso um pedaço de couro com duas ripas coladas nas laterais, confira a praticidade no vídeo abaixo:
Conheça o restante do forno elétrico
O forno elétrico é de uma simplicidade espartana, não tem nenhum componente eletrônico, é todo eletromecânico (figura 23). No painel frontal temos:
– Acima: um termostato bimetálico ajustável de 100 a 250°C, igual aos dos ferros de passar, que desliga o equipamento quando a temperatura ajustada foi alcançada e que religa após esfriar alguns graus.
– Ao meio: uma chave seletora com 4 posições, para escolher as resistências que serão energizadas (nenhuma, superior, inferior, as duas).
– Abaixo: um temporizador (timer) mecânico de até 60 minutos, com uma chave acoplada, que desliga o forno ao término do tempo programado. O toque da sineta (plim…) está sincronizado com a chave.
– Bem abaixo: uma lâmpada neon, para indicar que o aparelho está ligado.
Há um motor síncrono (sincronizado com a rede elétrica), voltado para dentro do forno, que pode receber um espeto rotativo. O motor gira a 3 rpm (2,5 em 50 Hz) e só funciona com as resistências inferiores acionadas. Apesar da possibilidade de usar só o aquecimento superior, só o inferior, ou os dois, nos pratos que fizemos sempre ficou melhor com todas as resistências ligadas.
Interessante é que a foto da caixa do equipamento exibia assar um frango, mas o forno é tão pequeno que a ave ficaria raspando nas paredes, sem falar na lambuzeira espirrada para todo o lado. Por isso, o espeto nunca foi utilizado. Talvez um dia, um espetinho embalado em celofane ou alumínio…
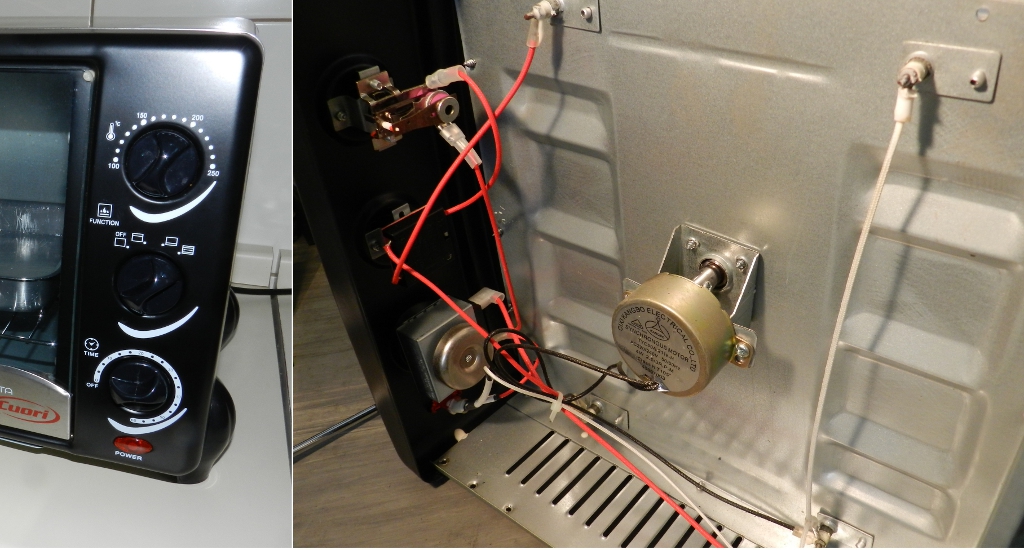
Figura 23 – Vistas externa e interna dos controles do painel frontal. O de cima é o termostato, o do meio escolhe as resistências que ficarão ligadas e o inferior é o temporizador mecânico, com uma sineta acoplada. Bem abaixo, a lâmpada neon, tipo olho de boi, que indica se o forno está ligado. O motor voltado para dentro do compartimento das resistências é do espeto rotativo.

Figura 24 – Vista das resistências superiores do forno. São as peças retas e escurecidas.

Figura 25 – Vista das resistências inferiores do forno, a grelha foi retirada para facilitar a visualização.
Há 4 resistências retas e iguais, de 400W cada, 2 em cima e 2 embaixo (figuras 24 e 25). Isso quer dizer que podemos converter esse forno elétrico para 110V (127V, na verdade).
Conversão do forno para 127V
ATENÇÃO: As alterações sugeridas a seguir são destinadas a pessoas com prática em eletricidade, só tente fazê-las se é do ramo ou tem intimidade com o assunto. Não me responsabilizo por qualquer dano pessoal ou material que possa advir do mau uso destas informações.
A transformação é fácil, só precisa de um metro e meio de fio siliconado para alta temperatura e talvez alguns espaguetes isolantes de silicone, também para alta temperatura. O uso de cabos plásticos comuns certamente causará incêndio no equipamento, cuide bem a diferença entre eles (figura 26).
Além disso, as modificações aqui sugeridas são somente para fornos do mesmo tipo (totalmente eletromecânico, sem peças ou módulos eletrônicos). Basicamente, são alteradas as ligações das 4 resistências, que ficam em série ou paralelo (dois pares individuais), conforme for 220V ou 127V, respectivamente. Os fornos com circuitos eletrônicos precisarão de mais adaptações, que não irei comentar neste artigo.
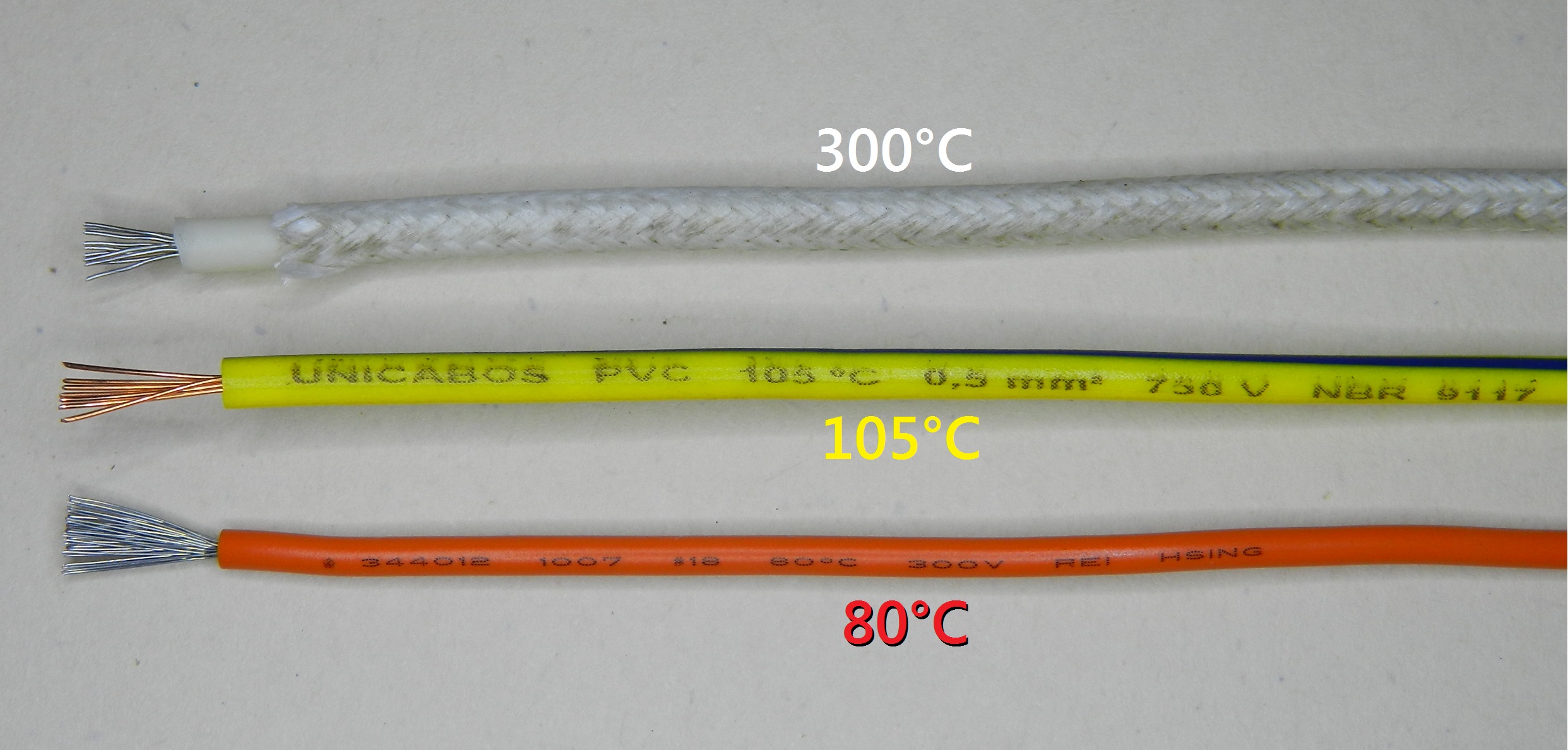
Figura 26 – Em cima, cabo com capa de silicone, coberto com malha de seda, indicado para alta temperatura (até 300°C), sem informação da tensão máxima. No meio, cabo de PVC para 105°C e 750V, certificado pela norma NBR 9117, usado em calhas de fluorescentes. Embaixo, cabo plástico para uso geral (até 80°C e 300V), retirado de fonte de PC.
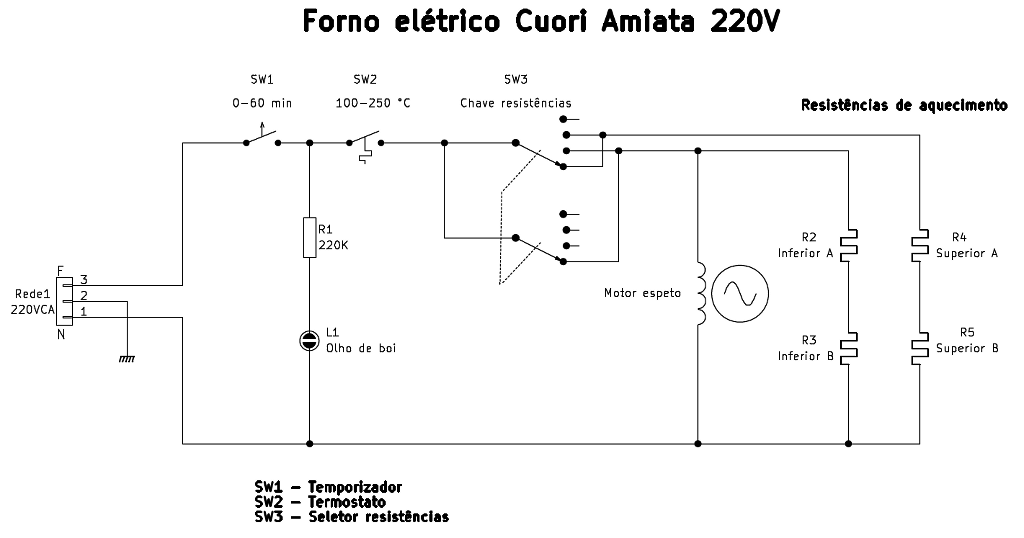
Figura 27 – Esquema original do aparelho (220V).
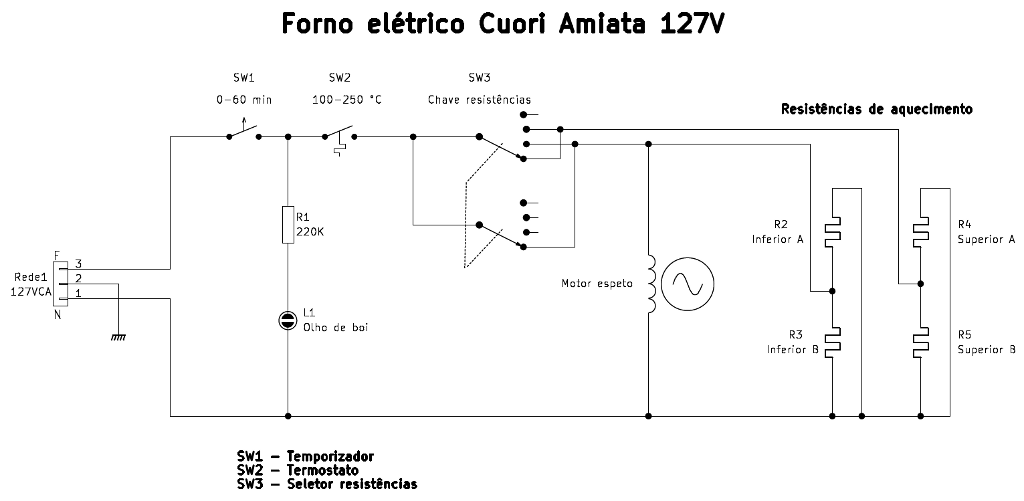
Figura 28 – Esquema modificado do forno, para funcionar em 127V (110V).
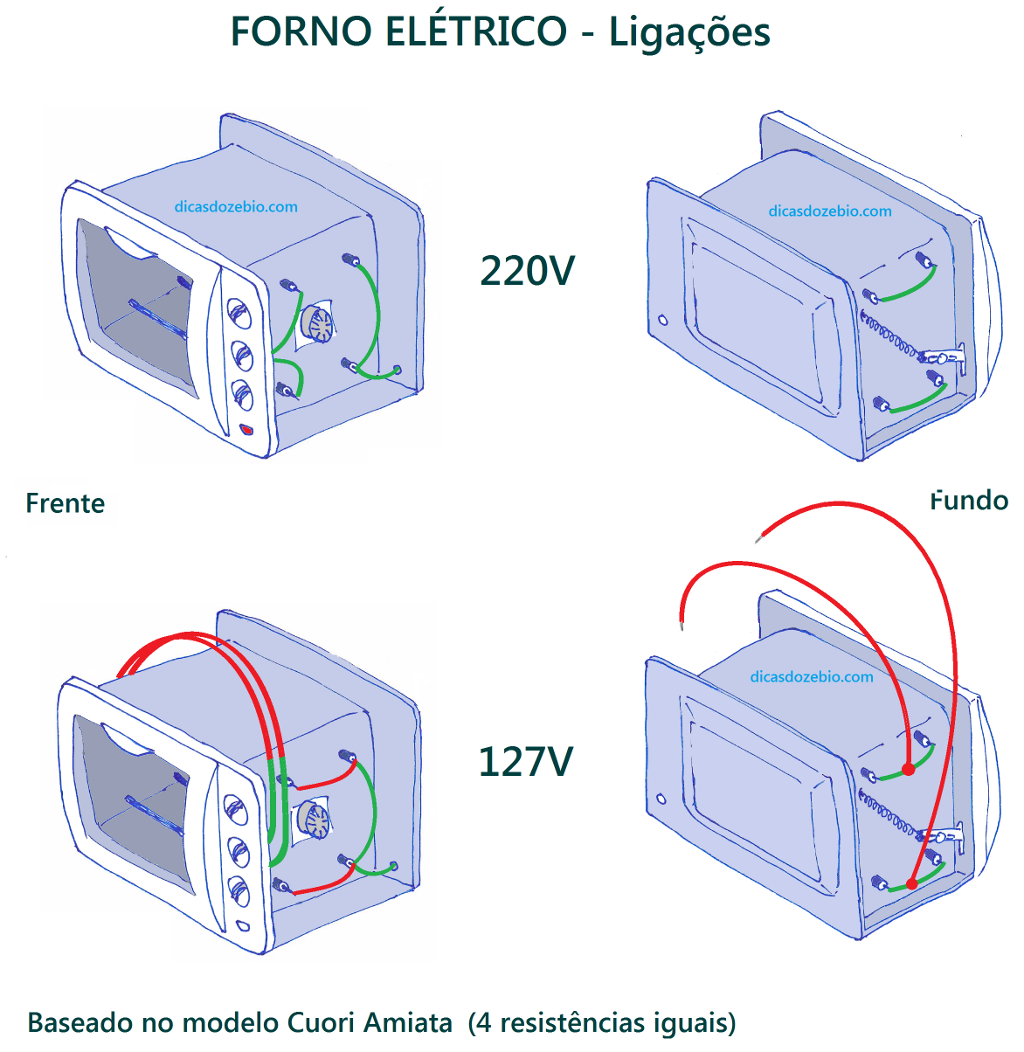
Figura 29 – Ligações de fornos elétricos 220V e 127V, baseadas no forno Cuori Amiata.
As 4 posições da chave seletora permitem ligar as resistências de cima, as de baixo, todas ou nenhuma. Olhe novamente a figura 3, onde aparecem as resistências inferiores, ligadas em série por aquele fio branco. As resistências superiores, apesar de não aparecerem na foto, têm o mesmo tipo de conexão. Revendo a figura 23, aparecem as conexões do outro lado das resistências.
A conversão exige que seja passado para o lado dos controles um fio de cada ligação em série, que é o ponto com a metade da tensão CA (127V). Os esquemas das figuras 27 e 28, mais os desenhos da figura 29 dão uma ideia das alterações necessárias.
Observe que a ligação das resistências aos fios é feita com solda ponto. Se você não tiver aparelho de solda ponto, ou não conhecer ninguém que tenha (funileiro, metalúrgico), melhor deixar como está e desencapar o fio, para efetuar a conexão. Solda de estanho irá derreter e poderá causar um curto-circuito, não use ela, só emende bem firme e cubra com espaguete próprio para alta temperatura, como o silicone ou aqueles usados em motores elétricos.
No outro lado, as resistências da frente (mais próximas dos controles) são desligadas da chave seletora e ligadas às suas correspondentes do fundo. Isso faz com que fiquem conectadas em paralelo. As conexões da chave seletora vão para os fios que foram passados para o lado dos controles. Olhe com cuidado a figura 29, para não ter dúvidas. Clique na imagem para ampliá-la e imprima, se necessário.
Todo o resto do aparelho permanece inalterado, a luz da lâmpada neon ficará um pouco mais fraca, pois trabalhará na metade da tensão. Para resolver isso, pode-se substituir o resistor em série da lâmpada por outro de 100K, 1/2W, ou colocar em paralelo com o existente outro resistor igual a ele.
Durabilidade
É um equipamento simples, de baixo custo, produzido na China. As chapas de aço são finas, tem que cuidar muito o momento de parafusar, com qualquer aperto mais forte a rosca espana. Se espanou, a solução é usar um parafuso de bitola maior, com o mesmo comprimento. Cuidar as bordas das chapas metálicas, que podem ser cortantes.
Uma coisa que incomoda é que não dá para deixar nada em cima, todo o forno fica muito quente, pois não tem isolamento térmico. Pensei em colocar uma manta isolante de lã de vidro, mas não o fiz por dois motivos:
1) O trajeto do calor pelo forno é usado pelo termostato para reconhecer a temperatura e controlar as resistências de aquecimento. Não tem um sensor junto da comida. Se colocasse o isolamento, certamente a escala de temperatura ficaria alterada.
2) Apesar de cuidarmos para não colocar nada que solte muito vapor, uma ou outra vez isso acontece. Tive que lavar o lado interno da tampa, onde havia uma sujeira escorrida, viscosa e de cor marrom. Esses vapores ficariam impregnados na lã, se fosse colocada, o que reduziria o efeito do isolamento térmico.
Os controles tem botões de baquelite, por causa do calor. Não derretem, mas podem quebrar (são vazados, em vez de maciços). Logo após a compra, arrebentou o botão do temporizador, tive que consertá-lo duas vezes, pois o esforço sobre esta peça é considerável (figura 30). A solução definitiva foi usar resina odontológica (conjunto de pó e líquido, de acrílico autopolimerizante), com a adição de pedaços de fio de aço cobreado, daqueles pares metálicos pretos, das linhas telefônicas. Cabos como o RGC-59 ou RGC-06 também têm fios de aço cobreado e podem ser utilizados (figura 31). Para conhecer a técnica de uso da resina odontológica, acesse os posts AQUI e AQUI.
O “recheio” do botão ficou tão grosso que raspava nos parafusos do forno e trancava na posição de 20 minutos (figura 32). A solução foi esmerilhar um pouco a resina (figura 33).

Figura 30 – Vista frontal do botão do temporizador, onde a trinca está visível.

Figura 31 – Fios de aço com camada de cobre, utilizados para reforço da resina no botão. Em cima, par telefônico metálico de uso externo; no meio, cabo RGC-59 (recepção de satélite banda C); embaixo, cabo RGC-06 (recepção de banda Ku e sinal de operadoras de TV a cabo).

Figura 32 – Parte traseira do botão do temporizador, nota-se as marcas de raspagem dos parafusos do painel.

Figura 33 – Parte traseira do botão do temporizador, já esmerilhada.
Sinterização
A metalurgia do pó é uma antiga técnica metalúrgica, que transforma a poeira de metais, de ligas metálicas ou de substâncias não metálicas, em materiais resistentes, apenas com pressão e calor, sem atingir o ponto de fusão. Chama-se sinterização o processo de aquecimento.
Os compostos são moídos, misturados e prensados na forma desejada. Quando aquecidos em temperatura inferior à de fusão, ocorre a união dos grânulos, pelo processo de coalescência (fusão de superfícies adjacentes).
É possível controlar com precisão diversas características, como o nível de soldadura entre os grânulos e a porosidade final. Obtém-se com este processo peças com boa homogeneidade, alta precisão dimensional e ótimo acabamento superficial.
A metalurgia do pó tem desperdício muito reduzido, pois o aproveitamento de material é de até 95%. Também permite obter com facilidade as mais diversas formas geométricas. Por isso, essa técnica é uma opção muito econômica para fabricação de peças e é extensamente usada na indústria.
![Figura 34 – Buchas sinterizadas. Fonte: Goa Sintered Products [1].](https://dicasdozebio.com/wp-content/uploads/2017/12/fig34-sintered-iron-bush1.jpg)
Figura 34 – Buchas sinterizadas. Fonte: Goa Sintered Products [1].
– As cerâmicas em geral, como tijolos, telhas, vasos, pratos, azulejos e porcelanatos;
– Os dentes de porcelana e as estruturas das próteses dentárias;
– As cerâmicas de alto desempenho, como as peças para turbinas de aviões;
– Os ímãs;
– Os núcleos de ferrite;
– Os materiais supercondutores;
– Os insertos de metais duros, utilizados na usinagem para cortar aço e outros materiais;
– As escovas de contato dos motores elétricos;
– As buchas e os mancais para eixos de pequenos motores elétricos veiculares, de ferramentas elétricas, de ventiladores, de eletrodomésticos, etc..
As buchas sinterizadas (figura 34) são usadas sempre que é exigido um nível de ruído muito baixo, aliado ao custo reduzido. Elas podem ter porosidade interconectada de 15 a 25% [2] e por isso exibem a característica autolubrificante.
Tais buchas podem guardar o lubrificante em si mesmas ou recebê-lo de algum depósito no seu perímetro. Esses depósitos, em geral, são arruelas de feltro, mas atualmente já existem reservatórios plásticos, como o Mikrozella, da Klüber [3]. O lubrificante é transmitido por capilaridade através dos poros da bucha sinterizada, para o eixo do motor.
A SKF [4], no entanto, não recomenda o contato de suas buchas sinterizadas com materiais absorventes, pois podem perder o lubrificante embutido nessas peças. O fabricante informa que elas são livres de manutenção e de lubrificação, pois tem 1% do seu peso em grafite e o volume de porosidade é de 28%, impregnado com óleo mineral. Também não recomenda a usinagem e o lixamento, pois podem tapar os poros do metal sinterizado.
Já a IGUS [5] fabrica buchas e mancais com polímeros plásticos de alta resistência, é uma nova tecnologia que está entrando no mercado. São totalmente livres de manutenção e há indicações para uso pesado, como em retroescavadeiras, esteiras, tratores, etc.. Cada material tem uma cor própria (branco, lilás, marrom, etc.), que identifica as características do produto. Assim, se você abrir um motor ou mecanismo e enxergar buchas de outras cores, além das tradicionais bronze e grafite, provavelmente estará diante de um plástico especial de alta resistência.
Em manutenção doméstica, o óleo de reposição mais adequado é o de máquina, tipo Singer. Já em ferramentas elétricas, como furadeiras, os fabricantes recomendam graxas especiais, com textura gelatinosa, quase líquida, como a Bardahl GP-000 EP.
As graxas pastosas não servem para lubrificar buchas e mancais sinterizados, pois secam com o calor e não aproveitam a porosidade do material. Óleos muito finos, como o desengripante WD-40, podem ajudar a limpar a peça, mas não servem como lubrificantes, pois tendem a evaporar, deixando só uma película.
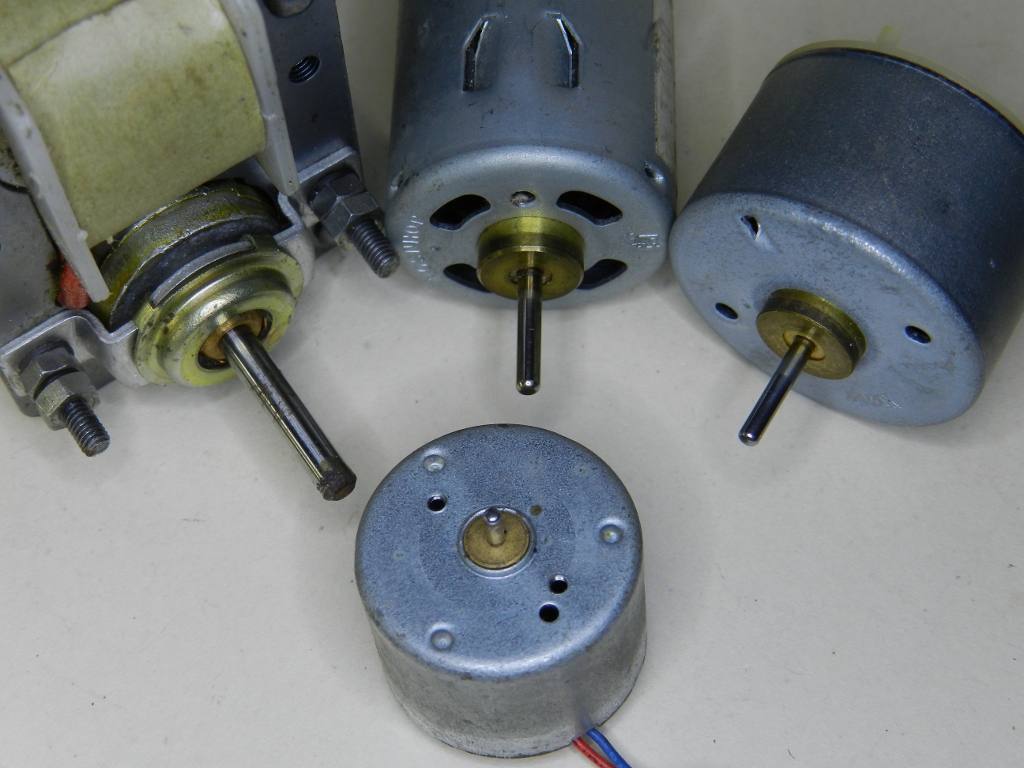
Figura 35 – Motores elétricos pequenos, observe as buchas sinterizadas em todos eles, junto aos eixos.
Buchas sem lubrificação podem tornar os motores bastante barulhentos, pois com o atrito vem o desgaste e o eixo fica folgado. Isso é bem comum nas ventoinhas de computadores, depois de alguns anos de uso. Neste caso, só trocando a ventoinha, pois elas não permitem manutenção. Há modelos de ventoinhas com rolamentos (ball bearing) e com buchas (sleeve bearing).
As buchas sinterizadas com metal e grafite são utilizadas nos pequenos motores elétricos, como os de secadores de cabelos e tocadores de CD/DVD. A figura 35 ilustra alguns exemplos.
As buchas grafitadas são apresentadas como “livres de manutenção”, mas podem apresentar folgas com relativa facilidade, pois o trabalho a seco expõe as superfícies à umidade, tornando o eixo vulnerável à oxidação. É possível lubrificar o eixo com uma gotícula de óleo, na ponta de uma agulha, para dar uma sobrevida ao motor e reduzir o ruído. Mas a folga não é eliminada.
Buchas sinterizadas nos ventiladores
Os ventiladores domésticos, via de regra, utilizam motores com buchas sinterizadas. E é comum eles travarem o eixo, pois o óleo dos reservatórios de feltro um dia acaba, devido ao aquecimento e ao uso prolongado.
Nas épocas frias, quando o ventilador fica guardado, os resíduos sobre o eixo podem oxidar e/ou endurecer, aumentando o problema. Por isso que o ventilador que passou um tempo em repouso poderá não funcionar, justamente no primeiro dia quente.
Por experiência própria, posso afirmar que é raro queimar o motor dos ventiladores. Pode acontecer, mas provavelmente será por outras causas, não por bloqueio do rotor. Nos modelos com capacitor permanente, acontece muito destes componentes estragarem. Falei sobre isso no post dos ventiladores de teto, acesse AQUI.
Pela norma técnica vigente (ABNT NBR 11829), os ventiladores devem passar por um ensaio de rotor bloqueado, que deixa travado o motor por um tempo determinado. Ao final do teste, o motor deve voltar a funcionar normalmente, sem defeitos.
Não li a norma, mas se for igual à dos ventiladores de teto (NBR 14532), o ensaio é agressivo. O rotor fica bloqueado durante 1 hora, depois é submetido a tensão de 1000V e então exposto ao fogo, para ver se propaga chamas. Se sobreviver a isso, estará aprovado.
Aliás, quem precisa conhecer uma norma da ABNT e não tem como comprá-la, pode consultar o SENAI, que tem acesso à base de dados do INMETRO/ABNT.
A solução contra o travamento é simples: abrir o motor, limpá-lo e repor óleo de máquina nos feltros. O eixo costuma apresentar um uma crosta de sujeira na posição das buchas, que precisa ser removida, senão o rotor travará de novo, em pouco tempo (figuras 36 e 37).
Para limpar o eixo, será preciso retirá-lo do motor. Cuide a posição e sequência das arruelas. Costumo lavá-las com algum solvente (antigamente usava benzina, mas hoje não encontra-se mais à venda). E essa porcaria de álcool 46° só lambuza – não serve nem para desinfetante, pois teria que ser de 70°, confirme isso com qualquer trabalhador de laboratório. Pode-se pegar aguarrás ou querosene, só que esses darão um cheiro de solvente, nos primeiros usos do ventilador. Outra opção é o álcool isopropílico, mas é caro. Quem tem empresa pode comprar o álcool 92°, que limpa razoavelmente e não dá cheiro.

Figura 36 – Rotor de ventilador removido do motor, antes da limpeza.

Figura 37 – Arruelas do rotor, ainda sujas.

Figura 38 – Arruelas do rotor, limpas. A de fenolite quebrou, pois estava queimada.

Figura 39 – Rotor após a limpeza, com as arruelas.
É possível que alguma arruela de fenolite quebre facilmente ao limpar, melhor trocar (figura 38). Se não encontrar substitutas, pode-se dividir com as que estão do outro lado do eixo. Mas, diminuir a quantidade de arruelas poderá aumentar o ruído, especialmente ao ligar ou em altas velocidades, que fazem o rotor sair de sua posição usual.
No eixo, usar um pedaço de palha de aço (Bombril) ou uma lixa bem fina, de grão 600 ou superior. A lixa só é necessária se a palha de aço não conseguir remover toda a crosta (figura 38). O bombril alisa a superfície do eixo, após a lixa.
O lado interno das buchas também deve ser limpo, especialmente aquela que fica junto da hélice, que é onde mais aquece. Depois, deve-se remover os resíduos cuidadosamente, com pincel e pano seco, antes de remontar o motor. Se estiver disponível um aspirador ou um jato de ar comprimido, melhor ainda.
Não é adequado lixar ou passar bombril na bucha, devido à possibilidade de fechamento dos poros. O melhor é embeber um pano em solvente e forçar a passagem pelo furo, em vaivém (figura 40).
Em sujeiras muito arraigadas, pode-se aquecer um pouco a bucha (no sol mesmo) e borrifar sobre ela um pouco de óleo desengripante (WD-40, de preferência). Depois, passar um solvente, secar, lubrificar e montar.

Figura 40 – Modo de limpar uma bucha, com o pano embebido em solvente.

Figura 41 – Bucha presa por mola de aço, prensada definitivamente à carcaça do motor. Nota-se ao redor da bucha, o feltro que recebe óleo lubrificante.
Pode ocorrer da bucha estar folgada demais, o que gera ruído durante o funcionamento (pode até chegar a bater no estator – situação perigosa, que condena o motor). Nos ventiladores antigos, era possível trocar a bucha, pois a mola de aço que fixa o feltro e a bucha era parafusada à carcaça. Alguns motores tinham até um furo onde podia-se colocar óleo, sem precisar desmontar.
Hoje em dia, a mola é prensada na estrutura do estator, impedindo a troca (figura 41). Com o mercado invadido por produtos do tipo “compre e jogue fora”, fazer manutenção torna-se cada vez mais difícil. Já cansei de tentar consertar esses ventiladores vagabundos, eles sempre voltam a dar defeito, é só para dar incomodação e prejuízo.
Até a década de 1990, consertava-se um ventilador da forma aqui mostrada e ele funcionava sem incomodar. Passados 8 a 10 anos, nova manutenção e mais outros tantos anos de uso. Atualmente, os ventiladores baratos não duram cinco verões. E lá vai dinheiro.
Afinal, o que é pior? Usar um ventilador por muitos anos ou encher os lixões de aparelhos sem serventia, trocados a todo momento – sempre atrás do mais moderno ou que “está na moda” – e que poderiam ter a durabilidade melhorada, se fossem corrigidos pequenos detalhes?
Melhorias com custo de 5% aumentariam a vida útil em mais de 200% (pode ser mais, estou sendo bonzinho com os fabricantes). Por exemplo, reforçar os encaixes plásticos, para permitir abertura e fechamento sem danos (figuras 42 a 45).

Figura 42 – Encaixe do corpo do motor, que quebrou e teve que ser colado. Não será possível abrir novamente sem romper, pois o adesivo não é flexível e o plástico está cada vez mais quebradiço.

Figura 43 – Colocação da grade ao copo do motor.

Figura 44 – Encaixe do copo à grade traseira, antes de travar.

Figura 45 – Encaixe do copo à grade traseira, travado. Se o plástico estiver quebradiço, a aba quebra ao tentar levantá-la, para desmontar o encaixe.

Figura 46 – Detalhe da grade traseira de um ventilador de mesa. Pode-se ver que a parte exposta à luz está craquelada e mais amarelada, diferente da parte coberta pela grade frontal (é a mesma peça plástica).
Outro item é o aditivo anti-UV. Os plásticos recebem pouco ou nenhum tratamento contra os raios ultravioleta, pois começam a esboroar em poucos anos (figura 46). É a desculpa do produto “ecológico”, que se degrada no ambiente, mas no fundo é uma forma de incentivar o consumo irresponsável.
Entretanto, essa questão da degradação ainda tem como contornar: os plásticos pretos são naturalmente anti-UV, devido ao uso do aditivo negro-de-fumo [6]. Os plásticos claros são os que mais sofrem com a radiação ultravioleta. A outra solução seria usar ventiladores metálicos, mas são cada vez mais raros.
Para conhecer mais sobre plásticos, acesse o blog Tudo Sobre Plásticos [6], ele tem artigos esclarecedores sobre o assunto, muito fáceis de ler.
Sobre a sinterização tradicional, a professora Marilena Valadares Folgueras, da UDESC [7], tem um ótimo trabalho sobre o assunto. O processo de sinterização também pode ser visto num vídeo que mostra como são feitos os insertos de metal duro, utilizados como ferramenta de corte de aços e outros materiais. A gravação mostra que a sinterização é uma parte do processo todo.
Uma revolução na manufatura de peças veio com a sinterização a laser (ou sinterização seletiva a laser), adequada à construção de peças de precisão, como as próteses odontológicas, filtros, itens de fabricação impossível por outros métodos, etc.. É um método de fabricação aditiva, em camadas (impressão 3D), com atmosfera controlada e que não utiliza forno. Mais detalhes no blog Bulba Lab [8] e num trabalho sobre próteses para reabilitação oral [9].
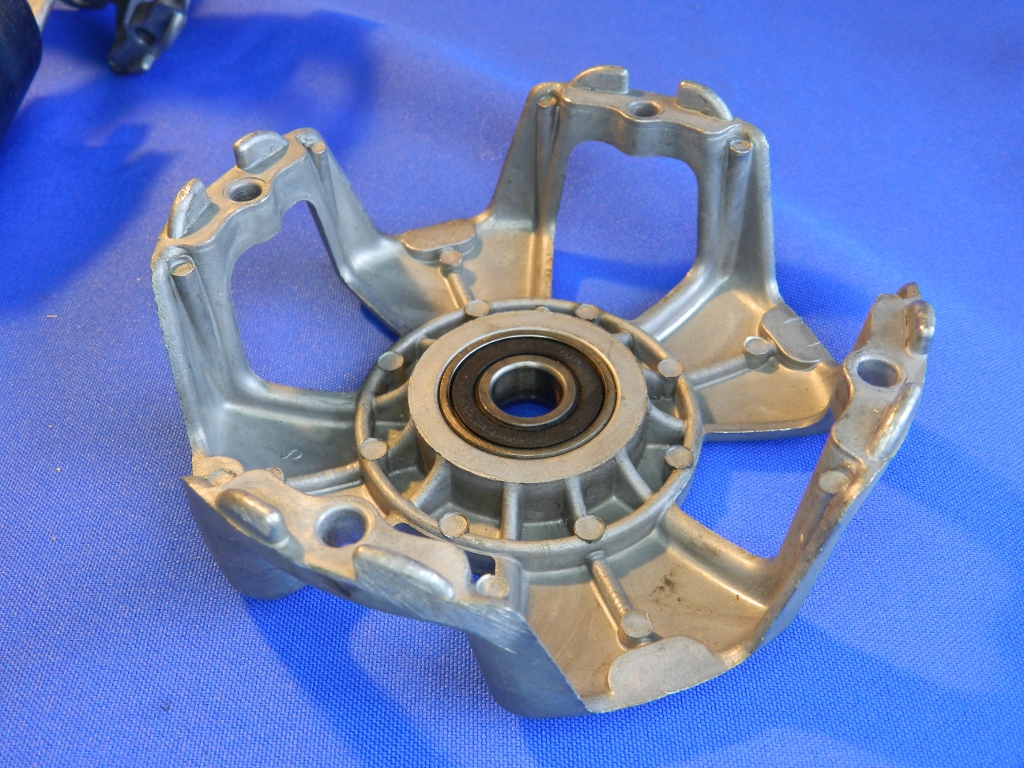
Figura 47 – Rolamento embutido em carcaça de motor de portão de garagem, de porte médio. O rolamento tem vedação plástica.
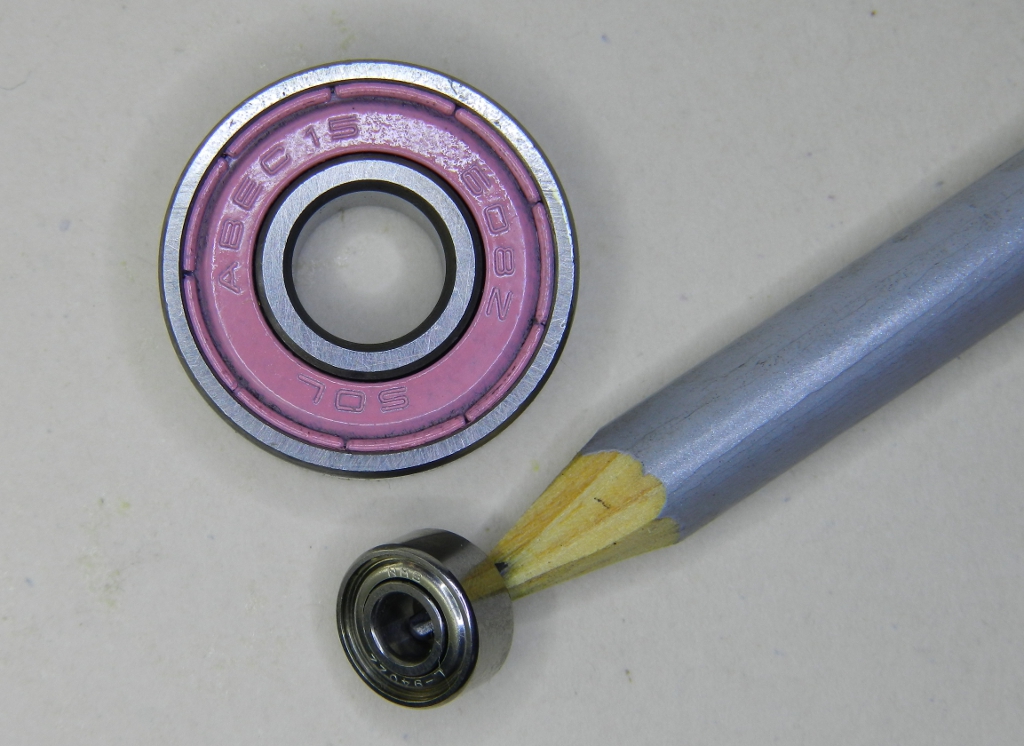
Figura 48 – Rolamento de skate (o maior) e rolamento de videocassete.
De modo a evitar confusão, é importante reconhecer a diferença entre buchas sinterizadas e rolamentos. Motores maiores, submetidos a grandes esforços (eles têm maior capacidade de carga), usam rolamentos, que são mais resistentes ao atrito. Há também um meio termo: motores com rolamento no lado de acoplamento do eixo (o mais requisitado) e com bucha na outra extremidade…
A figura 47 mostra um dos lados da carcaça de um motor de garagem, para portões grandes. O rolamento é embutido na estrutura do motor e pode ser trocado, com a ajuda de uma prensa hidráulica.
Rolamentos são padronizados e podem ser comprados pelo número que exibem na lateral. Por exemplo, o rolamento 608Z é usado nas rodas de skates (figura 48). Esse código indica que ele tem 8 mm de diâmetro interno, 22mm de diâmetro externo e 7 mm de largura. A letra Z indica que possui vedação contra poeira – inclusive, este rolamento deveria ser ZZ, pois tem proteção dos dois lados. A cor da vedação, associada a um número, identifica as folgas do componente, conforme a classificação do comitê americano ABEC (Annular Bearing Engineers Commitee). Há diversas outras características, que não serão abordadas aqui, porque fogem do escopo do artigo.
Para conhecer melhor os rolamentos, o IFSC [10] tem uma ótima apresentação de Diógenes Bitencourt, bem didática e fácil de ler, acesse o trabalho dele AQUI. O blog Conversão de Rolamentos [11] publicou uma enorme lista com o código do rolamento e o respectivo tamanho. Há diversos fabricantes de rolamentos com representantes no Brasil e eles publicam extensos catálogos. Em geral, as primeiras páginas são dedicadas a explicar os rolamentos e orientar na escolha. Por exemplo, o catálogo da NSK [12] é uma verdadeira aula, acesse ele AQUI. Tem também os da Koyo Seiko [13], da SKF[14] e da NMB [15], esta última fabricante daquele rolamento minúsculo da figura 48.
Ressalto que aqueles ventiladores para grandes ambientes, totalmente metálicos, montados na parede ou com um grande pedestal (coluna), como os da Solaster, Ventisilva ou ainda os antigos e famosos Cirrus, geralmente usam motores com rolamentos. É um dos motivos do ruído maior, pois rolamentos fazem mais barulho que as buchas sinterizadas. Interessante é que ao procurar na internet esses ventiladores antigos, a maioria consta como funcionando. Tem alguns da década de 1970 ou anteriores…
Figura 49 – Sanduíche embrulhado.
Sanduíche embrulhado
Quem disse que não podemos falar de comida num site técnico? Aproveito para mostrar uma receita simples, mas muito gostosa para fazer no forno elétrico: o sanduíche embrulhado em alumínio (figura 49).
É uma receita fácil e rápida de fazer e pode ser modificada à vontade, o resultado é um lanche saboroso e saudável, confira:
Tempo de preparo: 15-20 minutos
Tempo de forno: até 30 minutos, em temperatura média-alta (180-200°C).
Porção: 3 sanduíches (a bandeja desse forno elétrico é pequena: 30 x 20 cm).

Figura 50 – Primeira camada de recheio do sanduíche.
Utensílios:
– 3 pedaços de folhas de alumínio para cozinha, cada uma suficiente para embrulhar um pão.
– Uma bacia pequena, para misturar os ingredientes.
– Faca de pão, faca de cozinha, colheres, pratos, bandeja de alumínio.
Ingredientes:
– 3 cacetinhos (pãezinhos de 50 g)
– meia cebola pequena
– 1 pedaço pequeno de abobrinha itália, coisa de 5 cm
– 1 tira fina de pimentão (de qualquer cor)
– 1 dedo de pimenta (se quiser)
– 1 tomate pequeno
– 2 fatias de queijo (mussarela, se tiver)
– 2 fatias de presunto
– 1 ou 2 folhas de cebolinha
– 1 ramo pequeno de orégano
– 1 ramo pequeno de manjerona
– alecrim (5 folhas no máximo)
– 1 colher de sopa de requeijão ou de maionese
– azeite de oliva

Figura 51 – Segunda camada de recheio do sanduíche.
Preparo:
– Picar a cebola, a abobrinha e o pimentão em tiras curtas e estreitas. Colocar numa bacia.
– A pimenta, picar pequeno e colocar na bacia.
– O tomate, cortar em fatias finas. Um tomate pequeno deve dar para os 3 sanduíches. Reservar.
– O queijo, cortar em quadradinhos e levar à bacia.
– O presunto, cortar em quadrados maiores. Reservar.
– A cebolinha, picar em pedaços de 1 cm e colocar na bacia.
– O orégano, o alecrim e a manjerona, picar separadamente, só as folhas, bem fininho. Se não tiver temperos frescos, usar poucas pitadas de cada um. Reservar o orégano. A manjerona e o alecrim vão para a bacia.
– Deitar um generoso fio de azeite na bacia e misturar bem.
– Fazer dois cortes horizontais nos pães.
– Rechear o corte inferior dos pães com uma camada bem espalhada da mistura da bacia (figura 50). Não deixar muito grosso, prejudica o cozimento.
– No corte superior, colocar o presunto, os tomates e polvilhar com o orégano. Deitar (a gosto) mais um fio de azeite sobre os tomates.
– Passar requeijão ou maionese na fatia de cima (figura 51).
– Fechar os pães e embrulhar cada um deles em sua folha de alumínio. Enrolar bem os lados e fazer uns furos na parte superior (figuras 52 e 53).
– Colocar na bandeja e levar ao forno. Pode ser forno a gás, cuidar o tempo, que será mais curto.

Figura 52 – Sanduíche fechado.
Macetes:
Pode-se usar pão dormido, nesse caso o ideal é raspar um tomate cortado na casca do pão, para umedecê-la um pouco. Dá para usar pão de sanduíche, com duas fatias (um andar) o tempo de cozimento será um pouco menor. Se forem de dois andares, o tempo será igual.
Geralmente pego o que tiver de sobras na geladeira: no lugar da abobrinha, pode-se usar brócolis ou uma cenoura pequena, ralada fina. A cenoura irá suavizar e adoçar o sanduíche, melhor compensar com um tempero mais forte, como pimenta ou alecrim, ou ainda um pouco de queijo parmesão ou gorgonzola. Experimente, descubra.
No lugar do presunto, pode-se usar qualquer sobra de proteína, como uma coxa de frango ou um resto do churrasco do fim de semana, é só desfiar ou fatiar bem fininho. Pode ser até um ou dois ovos crus, misturados na bacia, neste caso deverá aumentar o tempero também, talvez uma pitada de sal. Se tiver um molho, dá para usar um pouco, mas sem exageros.
O tomate pode ser picado e levado à bacia, daí as duas camadas ficarão com o mesmo recheio.
Fiz uma vez com salsa e não gostei, ficou muito forte, talvez com uma só folha, bem picada em cada sanduíche (ainda não testei assim).
Com milho verde não dá certo, o tempo é insuficiente para o cozimento. Mas, se tiver alguma sobra pronta, fica ótimo.
O alho também fica forte, dá para tentar fatiar bem fininho. Se gostar…
O sal não é necessário, exceto quando usar ovos crus, pois o que tem nas sobras, no presunto e no queijo já é o bastante. Por isso as porções dos ingredientes são pequenas. Se uma ou duas horas após comer o lanche você ficar com muita sede, é sinal que tinha sal demais.
Para não desperdiçar tanto alumínio, planejo testar com duas bandejas iguais, uma virada sobre a outra. O problema são as frestas, se forem grandes os sanduíches ficarão muito secos. A vantagem das folhas é que não dá lambuzeira como as torradas (ou misto quente, como é conhecido mais para o centro do país).
O sanduíche estará pronto quando ficar crocante na parte superior. Ao abrir o alumínio, não deverá haver marcas de queimado, a cor do pão ficará quase igual a de antes de entrar no forno (figura 54). Dependendo do forno e da temperatura ajustada, os sanduíches poderão ficar pouco cozidos. Feche-os novamente e tente deixar mais alguns minutos, há um ponto em que os sabores se fundem e o forno libera um aroma…
A técnica de cozinhar pouco os alimentos é baseada na teoria do médico japonês Hiromi Shinya [16], o inventor do colonoscópio. No seu livro “A Dieta do Futuro”, ele diz que todos nascemos com uma determinada quantidade de enzimas. Ao comermos alimentos pouco cozidos, bem mastigados, ingerimos essas enzimas e as do corpo ficam preservadas, para serem gastas na velhice. Do contrário, se rapamos o estoque dessas enzimas mais cedo, preferindo comida industrializada, processada e cozida demais, teremos uma velhice com doenças. Dou muito crédito a isso, pois o cara não é qualquer um e a longevidade dos japoneses é notória. Procure o livro na Estante Virtual.
E bom apetite!

Figura 53 – Sanduíche já embrulhado no alumínio e pronto para ir ao forno. Observe os furos em cima, feitos com a ponta de uma faca.
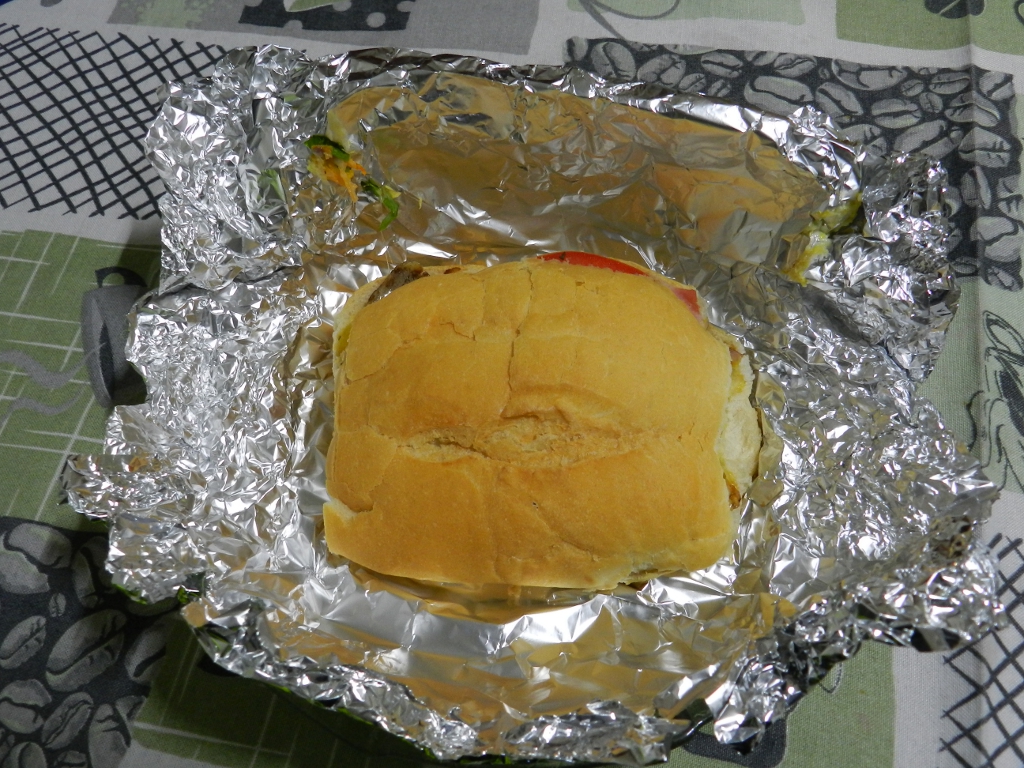
Figura 54 – Sanduíche desembrulhado e pronto para consumo.
Referências
[1] Goa Sintered Products – Sintered Iron Bush – http://goasintered.com/product/sintered-iron-bush/
[2] Grupo setorial da metalurgia do pó – Capítulo 11 – Estudos de casos –
http://www.metalurgiadopo.com.br/Downloads/Metalurgia_do_Po-Cap11-Estudos_de_Casos.pdf
[3] Klüber – Aplicações – Mancais sinterizados –
https://www.klueber.com/br/pt/sintered_metal_bearings_/
[4] SKF – SKF sintered bronze bushings – http://www.skf.com/binary/82-120169/SKF-bushings-thrust-washers-and-strips-1-EN.pdf
[5] IGUS – Calotas esféricas igubal – https://www.igus.com.br/wpck/2502/igubal_Kugelkalotten
[6] Tudo Sobre Plásticos – AntiUV / Estabilizadores UV / Absorvedores UV – http://www.tudosobreplasticos.com/aditivos/antiUV.asp
[7] UDESC (Universidade do Estado de Santa Catarina) – Marilena Valadares Folgueras – Sinterização – Conceitos gerais – http://www.joinville.udesc.br/portal/professores/folgueras/materiais/11_sinteriza__o.pdf
[8] Youtube – Bulba Lab – DMG Mori – Sinterização seletiva a laser – https://youtu.be/dn9nkGWTWLg
[9] UFPR (Universidade Federal do Paraná) – Marina Muriel Tosin – Sinterização seletiva a laser em reabilitação oral protética – http://acervodigital.ufpr.br/bitstream/handle/1884/39230/R%20-%20E%20-%20MARINA%20MURIEL%20TOSIN.pdf?sequence=2&isAllowed=y
[10] IFSC – Instituto Federal de Educação Ciência e Tecnologia – Campus Araranguá – Rolamentos – http://www.primorolamentos.com.br/catalogos/nsk/Catalogo_Geral.PDF
[11] Conversão de rolamentos – Medidas de rolamentos e similares – http://conversaoderolamentos.blogspot.com.br/2010/01/medidas-de-rolamentos-e-similares.html
[12] NSK – Rolamentos – Catálogo geral – http://www.primorolamentos.com.br/catalogos/nsk/Catalogo_Geral.PDF
[13] Koyo Seiko – Rolamentos de esferas e rolos – http://www.koyo.com.br/upload/koyo/cat203e-1%20port.pdf
[14] ATI Brasil – Catálogo rolamentos de esferas SKF – http://atibrasil.com.br/wp-content/uploads/2016/11/Cat%C3%A1logo_RolamentosdeEsferas_SKF_compressed.pdf
[15] NMB – Bearings catalog – http://www.nmbtc.com/wp/wp-content/uploads/2014/05/NMB_Bearings_Catalog-2015.pdf
[16] Wikipedia – Dr. Hiromi Shinya – https://en.wikipedia.org/wiki/Hiromi_Shinya
\ep/

Excelente dica, Eusebio. Estou com um forno da Cuori (Milano) e a luz interna não tem chave pra desligar. Tu sabes se é assim mesmo? Ela fica sempre acesa quando o forno está ligado?
Obrigado.
Pedro, provavelmente optaram por ligar junto para reduzir custos de fabricação (economizaram o interruptor). Nada muito difícil intercalar em um dos fios da lâmpada, uma chave para ligar e desligar, desde que sejam tomadas todas as precauções contra choques elétricos e usados fios de silicone encapados com seda, que são resistentes ao calor. Inclusive os fornos elétricos que vi tinham na chave seletora das resistências a opção de ligar ou desligar a luz interna.
Que riqueza de detalhes! Ilustrações, texto, conhecimento técnico de quem o compôs. Enfim, um relato verdadeiramente científico! Certamente retornarei a este espaço. Muito obrigado por mantê-lo.
Abraço!
Carlos Eduardo, muito obrigado pelas palavras de apoio, esteja à vontade para sugerir novos artigos.
Show Eusébio! Gostamos muito de ter aparecido em sua postagem! 🙂
Como vimos que você é amante de tecnologia e manutenção, gostaríamos de saber se poderíamos enviar algumas amostras nossas.
Por favor, entre em contato conosco caso tenha interesse! Parabéns pelo blog e sucesso!
Olá, Rebecca, muito obrigado por acessarem meu blog. Certamente eu gostaria de conhecer melhor os produtos da Igus, inclusive enviei um e-mail direto a vocês.
Show Eusébio! Gostamos muito de ter aparecido em sua postagem! 🙂
Como vimos que você é amante de tecnologia e manutenção, gostaríamos de saber se poderíamos enviar algumas amostras nossas.
Por favor, entre em contato conosco caso tenha interesse! Parabéns pelo blog e sucesso!
Oi, Rebecca, respondi no outro comentário, obrigado pela atenção!
Boa dica! Uma correção, acho que o ditado é “quem guarda o que não quer, tem o que precisa”. É também o lema dos acumuladores.
Valeu, Cesar, ainda sai um artigo sobre o dia que eu conseguir me livrar de um monte de tralhas e a oficina ficar organizada…
Muito bom. Prático e objetivo.
Valeu, Mauri.